ブローチシャープナー
ブローチシャープナー
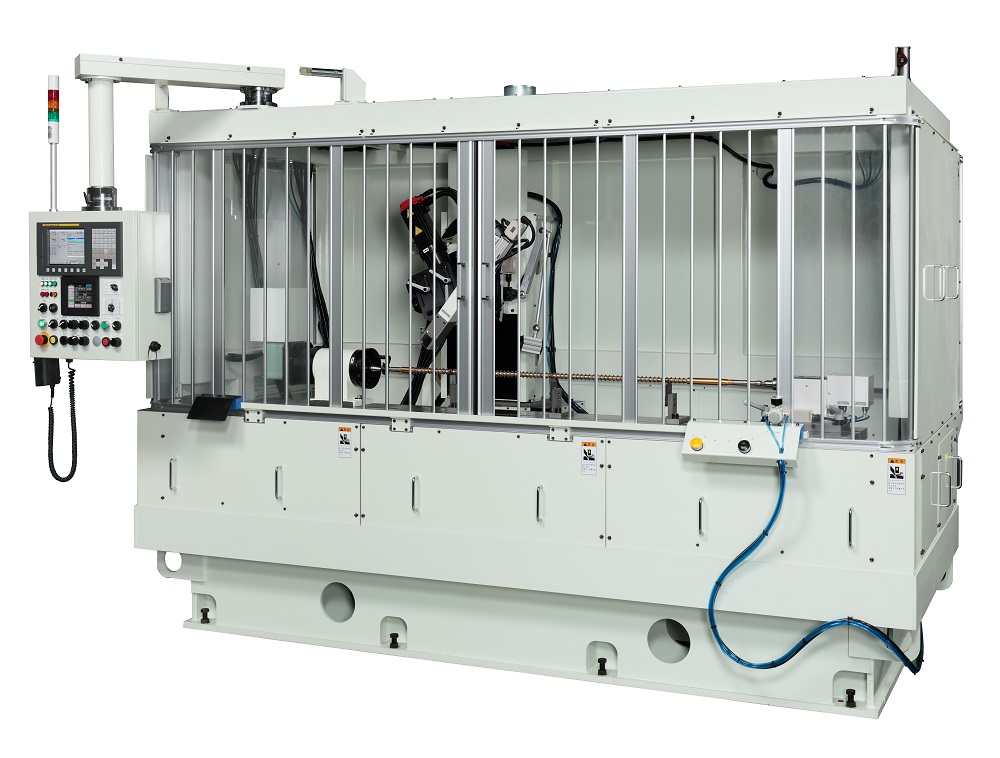
ブローチシャープナーとは、ブローチ盤で使用するブローチ(刃物)の再研削(目立て)をおこなう機械です。ブローチシャープナーを提供しているメーカーは国内に数社ありますが、非常に多機能で高額な機械になっております。当社のブローチシャープナーは既存他社のシャープナーの欠点を克服すべく、開発/設計されました。大きな特長は以下の3つであります。
丸ブローチの研削に特化
キーブローチやサーフェスブローチは割愛し、ブローチ加工の大半を占める丸ブローチに照準を合わせることで機械構成を簡素化。エンドユーザー様の設備導入のイニシャルコストを抑えることができます。(※オプションでキーブローチにも対応可能)

コラムフィードタイプにより省スペースを実現
既存他社のブローチシャープナーはコラム(砥石側)が固定され、ツール(被研削対象物)がツール軸長手方向に動作するタイプです。
一方、当社のブローチシャープナーはツール(被研削対象物)が固定される代わりにコラム(砥石側)がツール軸長手方向に移動するタイプですので、従来より非常に省スペースでの設備導入が可能です。

NCにより煩雑な研削手順を解消
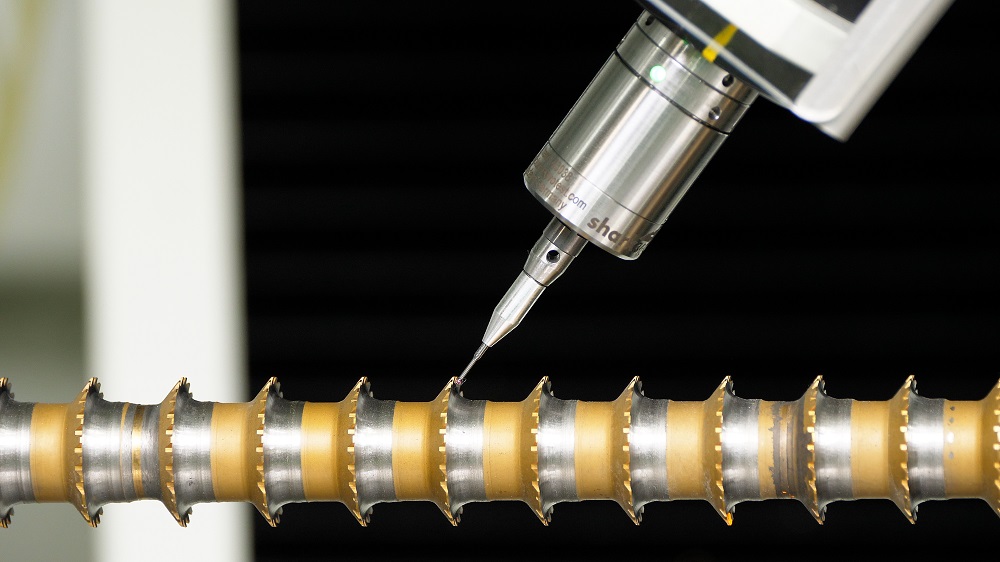
1本のブローチツールには100刃以上の外周刃がついています。手動機ではこれらの1つ1つの刃に砥石を当てていかなければなりません。(しかも位置が変わる毎に外径は漸増してゆきます。)従って手動機によるブローチツールの再研磨には作業者の高度な熟練が要求されます。
一方、当社のブローチシャープナーはNC(数値制御:FANUCを使用)により機械が動作するため作業者は複雑で注意を要する長時間作業から開放されます。
ブローチツールシャープナーの導入メリット
時間/コストの節約
ブローチ加工を多くする(=ブローチツールを大量に使用する)ユーザーにとって、再研磨業者での再研磨時間を気にしなくて良い。
(特に海外のユーザーは、再研磨のために日本/近隣他国へのツール返送する ことによる時間、余剰ストック、エア便、関税などのロスは大変なものがあります。)
研磨ノウハウの社内蓄積
ブローチツールシャープナーにて社内再研磨を始めると、砥石粒度、回転数、 すくい角、歯底Rなど、再研磨に関するノウハウが蓄積されます。日々の量産において、このノウハウを蓄積することにより、ブローチ加工での要件(加工精度、加工品位、ツール寿命)を向上することに役立ちます
NC(数値制御)による加工
NCを搭載していない手動ブローチツールシャープナーは有人運転の必要があり、切削作業中、常に研削ポイントを覗き込まないとなりません。そのため、砥石に切削水をかけづらく、ブローチ刃すくい面の加工面粗度が悪化しがちになります。ブローチツールの加工面粗度が悪化すると、切削チップがすくい面で溶着しやすくツール寿命が悪化します。
弊社のブローチツールシャープナーはNC(数値制御)タイプです。刃物セット後 の無人自動運転が可能であり、NCを搭載していない手動ブローチツールシャープナーに比べて、刃物セット後の無人自動運転が可能で、しかも砥石に切削水をかけることができ、すくい面の面粗度が良好です。また50刃?100刃ある刃物への正確な位置決めや、再研磨時と再々研磨時での研削ずれが最小に抑えられます。
刃が痛みきる前の再研磨によりツール総合寿命が向上
外注に再研磨を依頼するユーザーは、大概、刃物が痛みきるまで量産してから 再研磨に出します。こうした場合、再研磨業者は痛みきった刃を再生させるため より多くの取り代(約0.2mm)を研磨します。
これに比べてブローチツールシャープナーを社内に持つユーザーは、刃が痛みきる前に再研磨することができ、その取り代は少なくする(約0.1mm)ことができます。刃は痛みだすと加速度的に痛むため、早めに研磨することでツール一本当たりの総加工数を伸ばすことができます。
| 設備寸法(クーラントタンク含む) | 幅3080×奥行2100×高さ2225mm |
|---|---|
| 機械本体重量 | 3,000kg |
| ワーク芯高さ | 1150mm |
| ワーク最大寸法(※1) | φ65×1550mm |
| 軸関係 | ・左右X軸 LMガイド+NCサーボ(FANUC β8i) ・前後Y軸 LMガイド+エアシリンダー(キーブローチ対応時はNC化) ・上下Z軸 LMガイド+NCサーボ(FANUC β8i) ・砥石回転軸アンギュラー+ACスピンドルモータ |
| 主軸傾斜角の調整範囲 | 0度 ? 90度 |
| オプション | □ MT3超硬センター/□ 振れ止め/□ 砥石ホルダー&ナット/□ケレー(各径)/□ タッチセンサーピン(スタイラス)/□ 機内照明/□ 手元照明/□ 振れ止め/□ 砥石ホルダー&ナット/□ ケレー(各径)/□ 指定色/□ 洗浄ガン(クーラント)/□ エアブローガン |
※⇒主軸傾斜角によって加工長さの範囲が短くなる場合があります。